Реверс-инжиниринг загрузочного узла для объекта в Прибалтике
В начале 2025 года в нашу компанию поступил запрос от подрядчика, обслуживающего промышленный объект в Прибалтике. На линии транспортировки сыпучих материалов, введенной в эксплуатацию в конце 80-х годов, в ходе планового ремонта был выявлен критический износ распределительного загрузочного патрубка с переходной камерой.
Ситуация осложнялась рядом факторов: производитель оборудования прекратил существование, оригинальные чертежи сохранились исключительно в архивном бумажном виде, а фактическая геометрия узла за десятилетия эксплуатации существенно отличалась от заводской вследствие многократных ремонтов и доработок. При этом длительная остановка линии влекла за собой значительные производственные потери для заказчика.
Работа на объекте
Техническая группа нашей компании выехала к заказчику и выполнила комплексную дефектовку: контроль толщин металла, ручной обмер посадочных размеров, фотофиксацию сварных соединений и сверку архивных чертежей с фактическим исполнением узла. Особое внимание было уделено фланцевым соединениям, внутренним направляющим ребрам, переходу из круглого сечения в овальный разгрузочный канал и усилительным опорам основания. Ввиду отсутствия достоверной документации восстановление изделия выполнялось методом реверс-инжиниринга по существующему образцу.
Проектирование
Конструкторский отдел выполнил цифровую реконструкцию узла и разработал новую CAD-модель с учетом фактических размеров. Параллельно были усилены зоны с повышенной вибрационной нагрузкой, переработана система внутренних ребер жесткости для снижения деформации корпуса при работе с абразивными материалами, а конструкция адаптирована под современные технологии плазменной резки и сварки.
Производство
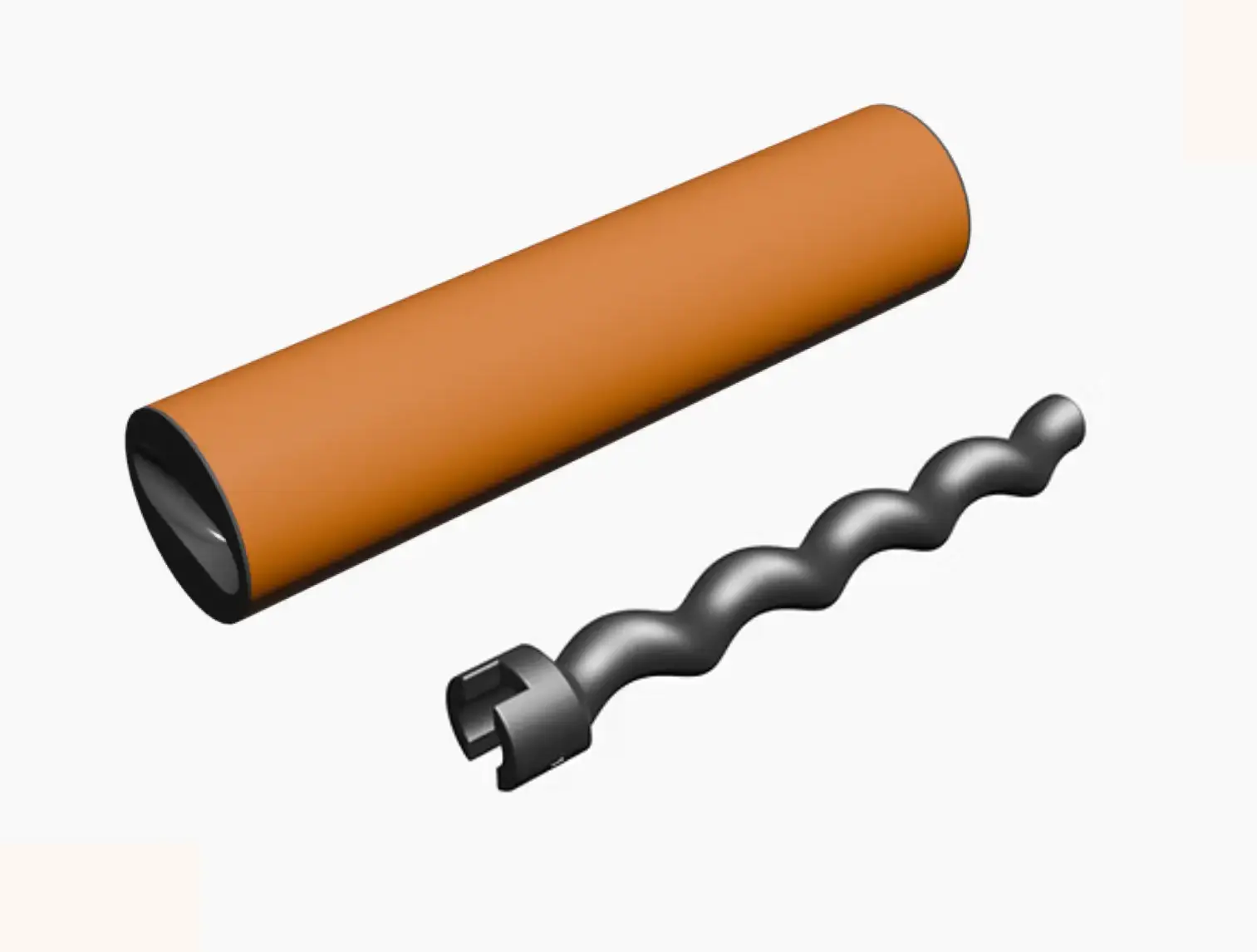
Изготовление выполнено на собственных производственных мощностях из листовой стали S355 с применением плазменной резки, гибки элементов переходного канала, полуавтоматической MIG/MAG-сварки и механической обработки фланцевых поверхностей. Наиболее сложным этапом стало изготовление перехода из цилиндрической камеры в овальный патрубок с сохранением соосности и геометрии сопряжения. После сборки изделие прошло контроль размеров, проверку сварных швов и предварительную примерку присоединительных элементов.
Результат
Заказчик получил полностью восстановленный узел с усиленной конструкцией и увеличенным ресурсом эксплуатации, актуальный комплект чертежей и 3D-модель для дальнейшего обслуживания. Изделие поставлено в согласованные сроки и успешно интегрировано в существующую технологическую линию без переделки посадочных мест — и все это в условиях полного отсутствия исходной заводской документации.